行业资讯
浅议数控冲床的模位数
文/逯宪斌·广东国工信云计算有限公司
赵宏伟·深圳华阳通机电有限公司
华文彬·无锡新麦机械有限公司
模位数是数控冲床的一个重要参数,是指冲床模具库的容量,即最多能装入的模具数量。一段加工程序所能调用的全部模具数量不能超过模位数,模位数是编程的边界条件之一。冲床模具有形状和尺寸之分,旋转工位一般也是标配,而模位规格和模具规格又是一一对应关系,为了给使用者做进一步介绍,本文对数控冲床的模具规格和旋转模位展开讨论。
模具规格
目前,转塔冲床的主流模具规格一般分为A工位、B工位、C工位、D工位、E工位5种。
A工位:冲制的孔形尺寸为1.6~12.7mm,通常可用来加工圆孔,如RO3.4、RO4.2、RO5、RO6、RO6.5、RO8、RO9、RO10等,也可以用来装长方刀或者方刀,如RE5×2、RE10×2、RE4×6、SQ5、SQ8、SQ6等来加工小型腔,也可以装腰圆刀,如OB8×5、OB10×5等。
根据经验,绝大多数行业的钣金零件加工,需要12至18个A工位,圆和非圆模具约各占一半。数控冲床一般不配置A工位旋转,但A工位的非圆模有时也有旋转需求,这时可以利用B旋转模位加转换套来实现。
B工位:主要用来冲切零件内轮廓及尺寸为12.7~31.75mm的孔,如RO20、RO30、SQ15、OB30×5等。B工位的模位数量一般需要10至14个,其中,圆模数量约占三分之一。该工位所有模位最好都能装非圆模,{下模均可以按0º、45º、90º三种角度装入模座}(批注:用图说明槽的形状,并提供原始图片(未经修剪)),另配置一至两个旋转工位,这样效率最高。
C工位:冲制的孔形尺寸为31.75~50.8mm,主要用来切边,处理外轮廓及一些浅拉深成形,如RO40、RE50×5、OB40×4等。C工位的模位数量一般不少于2个,且都能放置非圆模具,另外,再加一个或两个旋传工位来放置切刀,可明显提高零件分离速度。
D工位:冲制的孔形尺寸为50.8~88.9mm的孔,如RE80×5、RO70等。D工位的模位数一般都设置两个,主要用来浅拉深和冲切板厚小于2.5mm的零件外轮廓。少数冲床配置了D工位的旋转,用来放置多子模,可大幅度增加模位数。
E工位:冲制的孔形尺寸为88.9~114.3mm,主要用来处理大型浅拉深,如百叶窗等。由于使用频率较低的缘故,目前数控冲床已经很少配置E工位了,只有少数厂家的个别型号还保留E工位。
图1所示为厨具行业的典型复杂钣金零件示意图,该零件共使用了30套模具,分别为A工位16套,B工位10,C工位2套,D工位2套。图2 为典型零件使用的不同规格模具的分布数量和形状
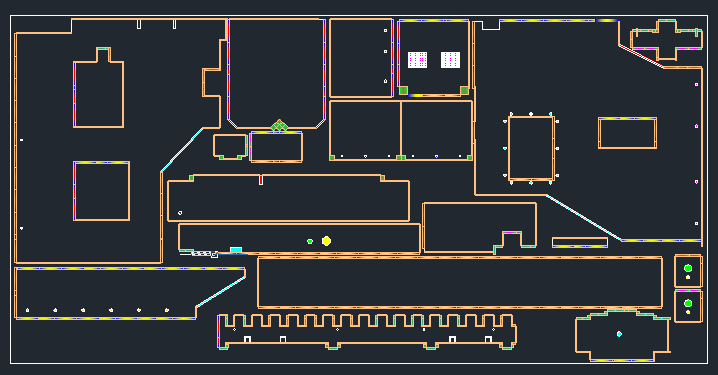
{图1 厨具行业的典型零件示意图}(批注:对图中使用的各工位典型模具进行标定。并提供该零件的CAD原图(以附件形式发送)

{图2 典型零件使用的不同规格模具的分布数量和形状示意图}(批注:对图中使用的各工位典型模具进行标定。并提供该零件的CAD原图(以附件形式发送))
旋转工位
通常认为一个旋转工位可以等效于四个普通工位。目前,数控冲床上配置的旋转工位大多为两个,有的是放置两个B工位,有的是1B1C工位,有的是两个C工位。根据经验,两个旋转工位数量偏少,经常会出现不够用的情况。
图3所示为一个简单的机箱零件,在加工时所需的模具中,有4个需要自转:滚筋模、圆弧模、腰孔模、倒角模,机床上旋转工位也就需要4个。数控冲床如果只有两个旋转工位,该零件只能人工用角磨机倒角,并配备两个特殊角度的腰孔模,使生产效率大为降低。
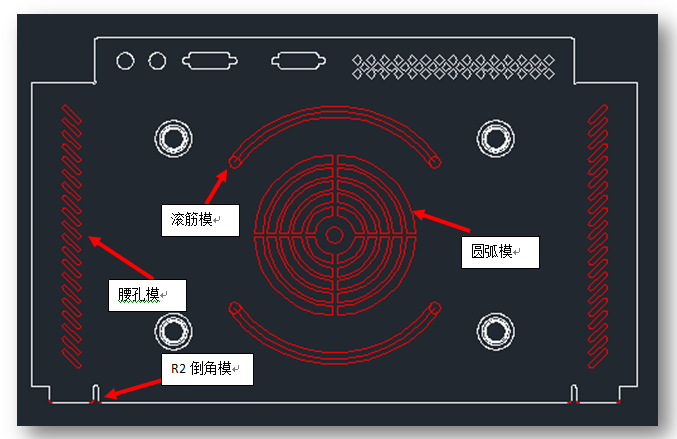
{图3 机箱的零件示意图}(批注:提供该零件的CAD原图(以附件形式发送))
目前,国内市场上主流数控冲床的模位数量和模位分布情况,如表1所示,为了方便,隐去品牌和型号。结合上文分析可从表1看出,主流数控冲床的模位数量和分布仍有值得商榷的地方:Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅵ旋转工位偏少,Ⅱ A工位数量不够,Ⅲ B 工位数量不够,Ⅴ、Ⅳ A工位在总模位数量中的占比偏大,不尽合理。
表1 数控冲床的模位数量和模位分布情况
|
机床型号 |
Ⅰ |
Ⅱ |
Ⅲ |
Ⅳ |
Ⅴ |
Ⅵ |
|
A工位 |
20 |
10 |
18 |
14 |
24 |
36 |
|
B工位 |
10 |
16 |
8 |
11 |
12 |
12 |
|
C工位 |
2 |
2 |
2 |
1 |
2 |
4 |
|
D工位 |
2 |
2 |
2 |
2 |
1 |
2 |
|
E工位 |
0 |
0 |
0 |
0 |
2 |
2 |
|
旋转工位 |
2B |
2D |
2C |
1B1C |
2B2C |
2B |
|
模位总数 |
36 |
32 |
32 |
30 |
45 |
58 |
结束语
总之,数控冲床的模位数量不是越多越好,要看不同规格模位数量的比例关系及旋转模位的数量。我们认为,数控冲床模位数分别为A工位12~18个,B工位10~14个,C工位2个,D工位2个,旋转工位有2B2C 4个,共30~40个工位比较合理,即兼顾了使用者和制造商的经济因素,又满足了绝大多数工况下的使用需求。